





















すべての製品
108×30 146×20 スチールチュービング 丸型 水力磨き管 20# CE














| 起源の場所 | 中国 |
|---|---|
| ブランド名 | Zhengshen |
| 証明 | ISO, GOST,CE |
| 文書 | 製品説明書 PDF |
| 最小注文数量 | 1つのT |
| 価格 | USD700-900/Ton |
| パッケージの詳細 | 束 |
| 受渡し時間 | 5〜15日 |
| 支払条件 | T/T、LC |
商品の詳細
| ハイライト | 108×30 スチール管丸,146×20 スチール管丸,液体型磨き管 20# CE |
||
|---|---|---|---|
製品の説明
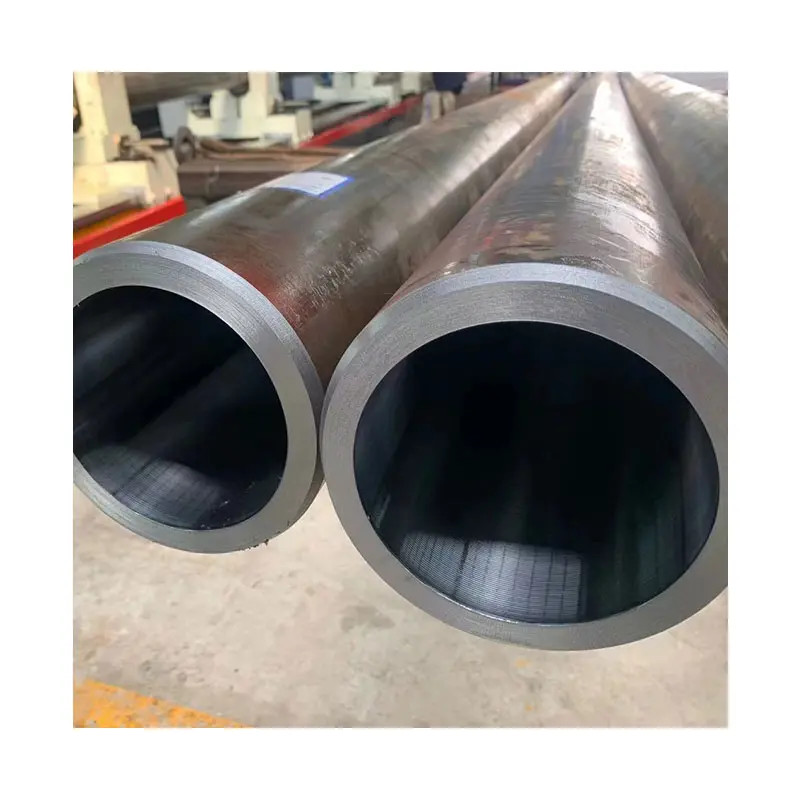
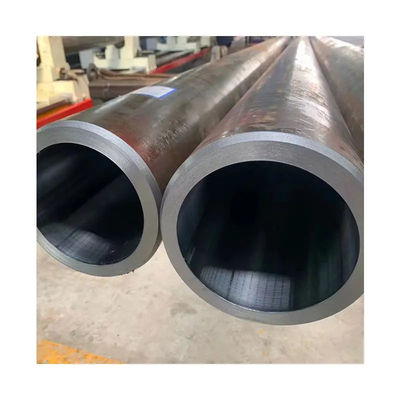
108×30,146×20,194×18 ST52,20# 磨き管 水力鋼管
液体鋼管
特徴:
- 材料範囲:20*鋼
- 標準:GB3639-83
- サイズ: 108×30,146×20,194×18 など
- 国内・国際基準に厳格に準拠した製品
- 保証された重量と量
- 定時配達だ
- 批量価格 トンあたり550ドルから
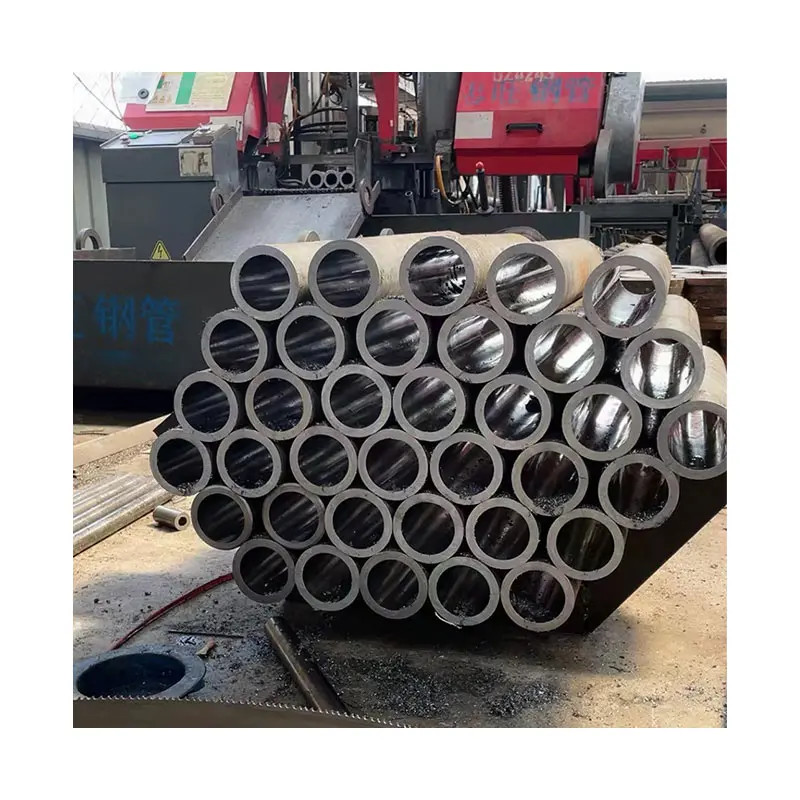
円筒管は,一般的に磨き管を指す. 高精度鋼管材料で,冷引か熱巻きで加工される.精密鋼管の内壁と外壁に酸化層がないため漏れのない高圧耐性,高精度,高スムーズ性,変形のない冷たい屈曲,フラッキング,裂け目のない平坦化など主に気力や水力部品の製品製造に使用される研磨管の化学成分には,炭素C,シリコンSi,マンガン Mn,硫黄S,リンスリンP,クロム Crが含まれます.
熱巻きシームレス鋼管の生産ラインは4つ,冷筋シームレス鋼管の生産ラインは4つ,様々な仕様や材料の鋼管を生産することができます.私たちはあなたの様々なニーズを満たすことができます中国で何百もの大都市や中小都市で売れていて,インド,タイ,ベトナム,イラン,トルコブラジル,エジプトなど
共通資料
- 10#鋼材 0.07~0.13 0.17~0.37 0.35~0.65 ≤0.035 ≤0.035
- 20#鋼 0.17~0.23 0.17~0.37 0.35~0.65 ≤0.035 ≤0.035
- 鉄鋼 0.32~0.39 0.17~0.37 0.35~0.65 ≤0.035 ≤0.035
- 45# 鉄鋼 0.42~0.50 0.17~0.37 0.50~0.80 ≤0.035 ≤0035
- 40cr 鋼 0.37~0.44 0.17~0.37 0.50~0.80 ≤0.035 ≤0.035 0.08~1.10
- 25Mn 鋼 0.22~0.2 0.17~0.37 0.70~1.00 ≤0.035 ≤0.035 ≤0.25
- 37Mn5 鋼 0.30~0.39 0.15~0.30 1.20~1.50 ≤0.015 ≤0.020
主要 な 利点
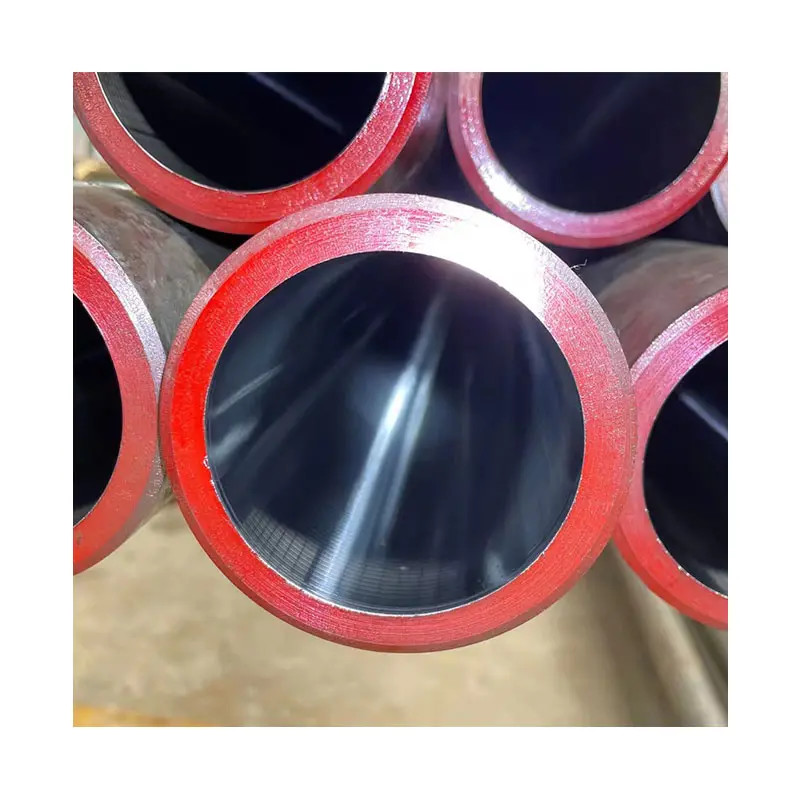
- 表面の荒さを改善し,荒さは基本的にはRa ≤ 0.08 μ m に達することができます.
- 正確な丸みと卵子は ≤ 0.01mm になります.
- ストレスの変形を排除するために表面硬さを改善し,硬さをHV ≥ 4°増加させる.
- 処理後には残留ストレス層があり 疲労強度は30%増加します
- 配列の質を向上させ 磨きを軽減し 部品の使用期間を延長しますが 実際には部品の加工コストが削減されます
処理技術
円筒管は,ローリングによって加工されます.表面層には残留圧力ストレスがあり,表面のマイクロクラックを閉じ,侵食の拡大をブロックするのに役立ちます.これは表面の腐食耐性を向上させ,疲労裂けの発生または拡大を遅らせることができます敷き布団の耐疲労性を向上させる.
ローリング・フォームによって,ローリング・表面に冷たい作業硬化層が形成され,磨きペアの接触面の弾性およびプラスチック変形が減少します.磨き管の内壁の耐磨性を向上させ,磨きによって引き起こされる火傷を回避するローリング後,表面荒さの値の減少は,フィッティング特性を改善することができます.
ローリング加工原理
Rolling machining is a pressure finishing process that utilizes the cold plastic characteristics of metals at room temperature to apply a certain amount of pressure to the surface of the workpiece using rolling tools表面金属が原始の残留低角谷に流入し,作業部品の表面荒さを減少させる.表面金属のプラスチックの変形により表面構造は冷たい硬化され,粒子は細くなって,密度の高い繊維構造と残留ストレス層を形成します.硬さと強さは向上します.作業部品の表面の耐磨性を向上させるローリングは,切断しないプラスチック加工方法です.
この方法では,磨きによって達成できない,同時に仕上げと強化の両方の目的を達成できます.どんな加工方法を使用しても,細かくと不均等なツールマークは,常に部品の表面に残る頂点や谷が分岐する.
推薦されたプロダクト